



OUR PROCESS
Our beers are crafted in Scotland honouring the Tennent family’s original recipes since 1556. The base ingredients for our beers are simple and genuine, and they haven’t changed a bit; malted barley, hops, yeast and water.
These ingredients are sourced against stringent specifications from approved suppliers. Our water, (which is really what makes our beer special), comes from Lock Katrine – an ancient source of pure highland water that has quenched the thirst of many a Scotsman throughout the ages, and is still the main source for the city of Glasgow. Our malted barley is sourced from local farms, and we work closely with Scottish growers to ensure we are only supplied with the best local produce.
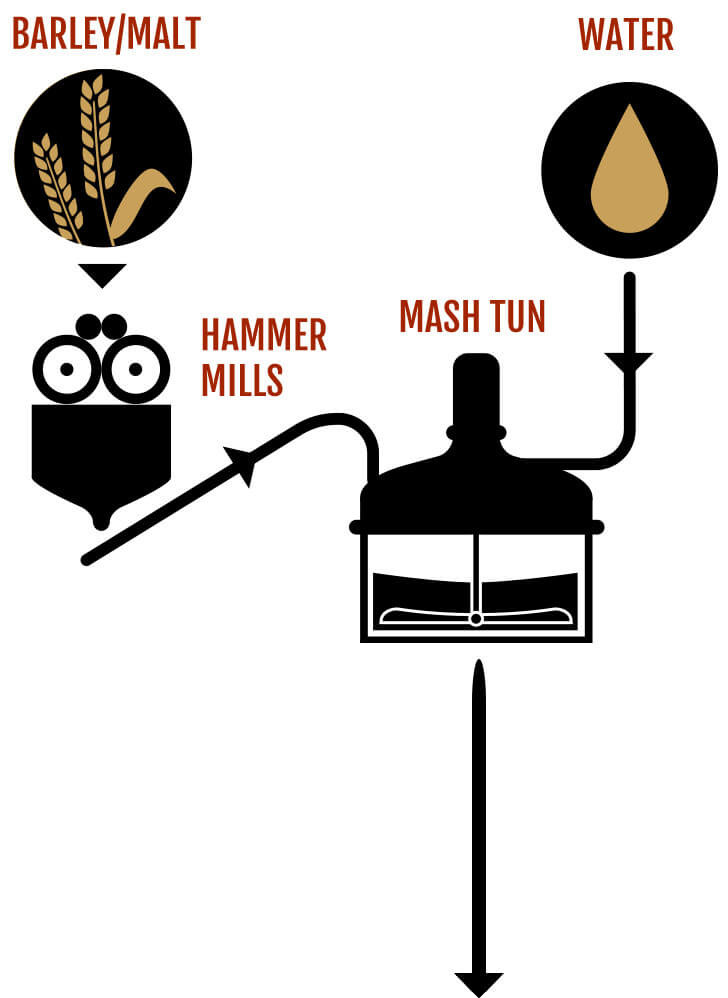
The malted barley is screened to remove impurities then milled to a fine flour. As our water source is very soft (low in salt and minerals), we need to stabilise the enzymes used in the mashing process. The flour is then mashed with hot water to convert starch to fermentable sugar. This mashing phase is critical in determining how sweet the final product will taste and is determined by the Time and Temperatures used. The mash is then passed through a filter to separate the liquid “wort” (sugar solution) from the solid spent grain material.
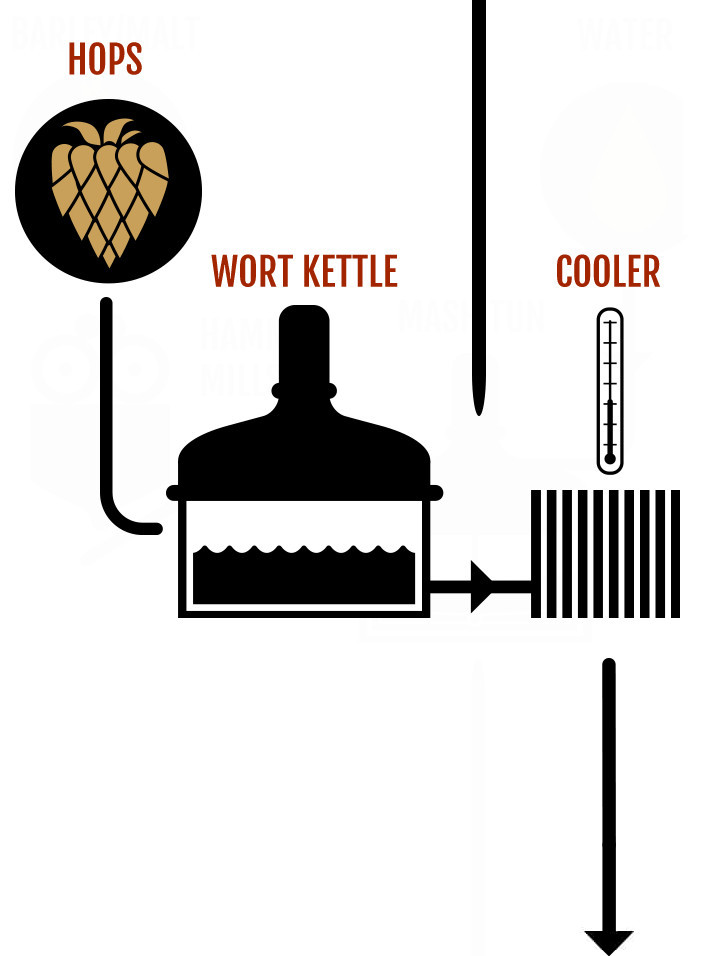
The wort is collected in the wort kettle and boiled for 60 minutes. During this time, hop pellets (in slurry form) are added to impart bitterness. Towards the end of the boil, copper finings are added (an extract of Irish Moss/Carrageenan sourced from seaweed) which helps produce a bright liquid to run through the fermenter.
Hops do not naturally grow around here, but we make up for that by sourcing only the best. We use many different varieties, ranging from the great Hercules a German staple, to cousin Tettnang, from the Bavarian region; a noble hop prevalent in lagers. We then finish with the Aurora, a Slovenian well rounded moderate hop
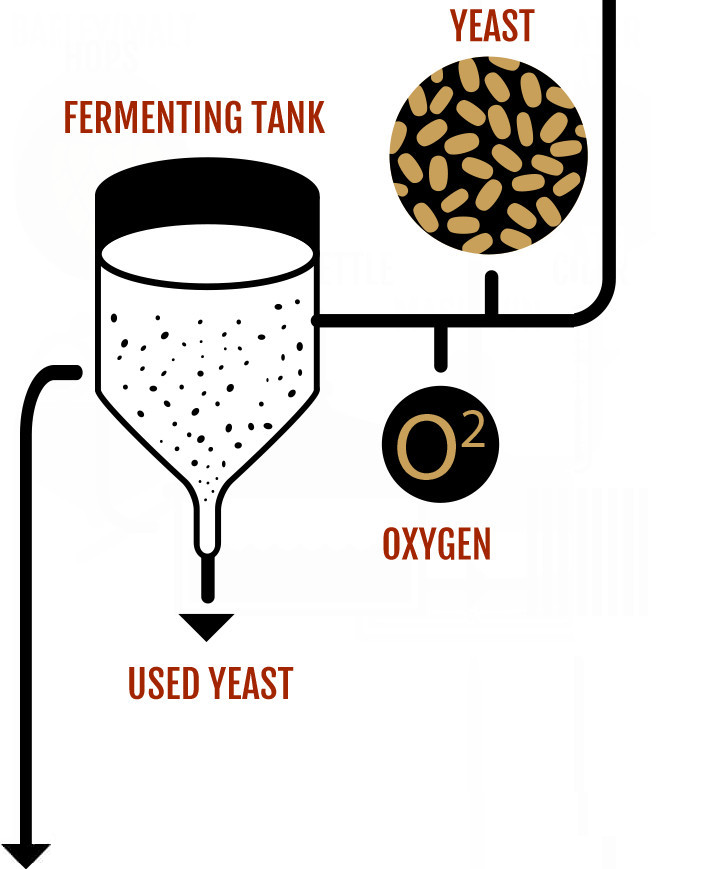
The wort is transferred from the kettle to the whirpool, left to settle for 60 minutes, and then cooled via a plate and frame heat exchanger. Yeast is added at this point along with oxygen. Zinc sulphate is also required for yeast growth as is a small quantity of yeast food (a blend of amino acids).
Fermentation should take time, and not be rushed: for us it is about 10 days. We pay great attention to controlling the Temperature: even variations of 0.1 degrees Celsius are critical for flavour development. When the process is complete, the beer is chilled to 4 degrees. This causes yeast to flocculate to the bottom of the fermenter. This is removed and treated as waste yeast.
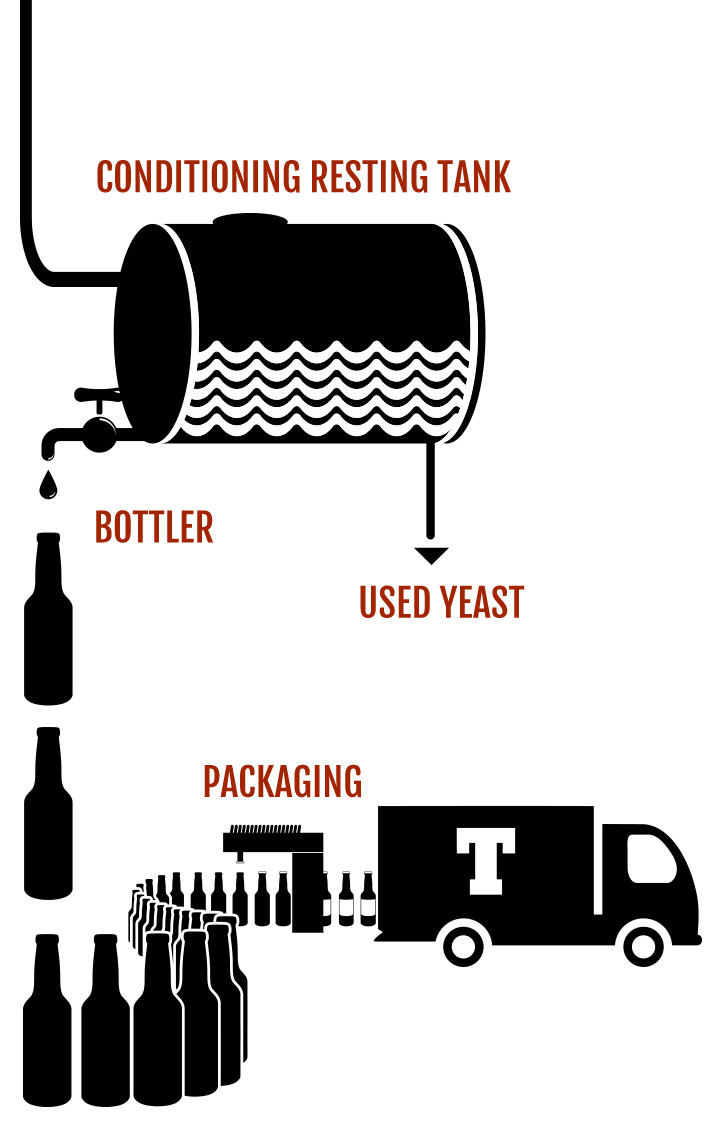
Once yeast has been removed from the FV, the beer above is passed through a centrifuge to remove most of the remaining yeast, and it is then chilled to -2 degrees Celsius and stored in a maturation vessel for a minimum of 2 days. Prior to packaging, the beer is passed through a plate and frame filter, where any remaining yeast particles are trapped and bright beer is produced. Triple filtered deareated water is blended at this point to reach the chosen ABV%. In the bright beer tank a series of tests are carried out before the beer is released for packaging.
Throughout the Brewing process, we Taste the beer at various stages: whilst in the maturation tank, in bright beer tank, in final package and then continually throughout the beers shelf life. In addition we also smell and Taste our malts and hops. Here it is then packaged as you know it, and distributed all around the world.